擁有相關行業(yè)認證")
循環(huán)水管道施工質(zhì)量規(guī)范
文章出處:網(wǎng)責任編輯:作者:人氣:-發(fā)表時間:2023-01-06 16:15:00
循環(huán)水管道為地下直埋管道,運行環(huán)境隱蔽,若施工質(zhì)量存在問題,日后難以發(fā)現(xiàn),且維修工程量大,為確保施工質(zhì)量,特作如下規(guī)范:
焊接工藝要求
(1)鋼管采用手工電弧焊接,焊條型號根據(jù)母材型號選擇,鋼管型號為Q235B,采用E4303焊條,氬弧焊選用H08Mn2SiA焊絲。焊條規(guī)格、焊接電流與焊接層可參照下表進行:
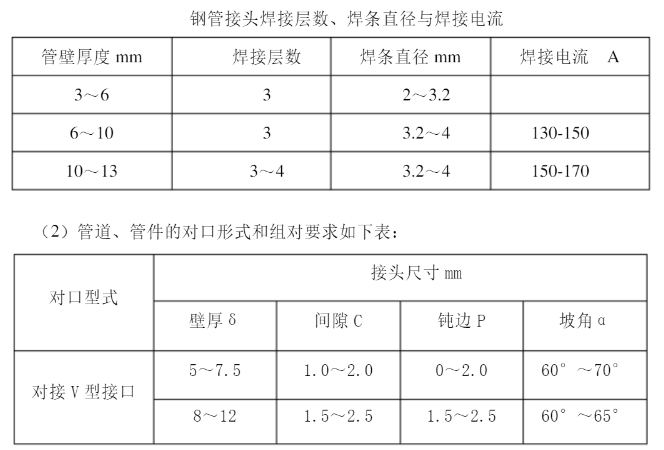
(2)焊縫全部用對接坡口焊縫。對于工作鋼管,所有焊縫均采用氬弧焊打底,手工電弧焊填充并照面。所有焊縫必須保證內(nèi)部質(zhì)量和外觀工藝,且無咬邊、夾渣、氣孔等任何缺陷。
(3)直埋預制保溫鋼管焊接,嚴格執(zhí)行國家現(xiàn)行標準《工業(yè)金屬管道工程施工與驗收規(guī)范》(GB50235-97),《現(xiàn)場設備、工業(yè)管道焊接工程施工與驗收規(guī)范》(GBJ50236-98)和《城鎮(zhèn)供熱管網(wǎng)工程施工與驗收規(guī)范》(CJJ28-2004)。
穿越城市主要干道的管道,在道路兩側(cè)各5m范圍內(nèi)的焊口應進行100%X射線無損檢驗,其它直埋工作鋼管焊接完成后必須做15%X射線III級探傷檢驗,合格后方可進行接頭處的保溫與外套管的焊接和防腐處理,檢驗標準:射線Ⅲ級或者超聲波Ⅱ級為合格
管道安裝
一、鋼管檢驗
所有鋼管均應滿足設計要求,并應有制造廠出廠質(zhì)量合格證,其各項指標應符合國家或部頒現(xiàn)行技術標準的規(guī)定,不合格者嚴禁使用。
二、現(xiàn)場布管
現(xiàn)場布管采用吊機布管,布管要依據(jù)圖紙要求與已挖好的管溝,逐根布管,首尾銜接,相鄰兩管口呈鋸齒形錯開。每根管子要用軟土墩或沙袋墊起離地,不能直接放在地面。布管采用專用索具,現(xiàn)場布管要特別注意保護管段保溫層和管口,不允許用拖、滾、撬的方法布管。在拖運過程中應采取防損管子的措施,避免運傷或劃傷管子和外防腐層。對管子外表出現(xiàn)的槽痕和劃傷等有缺陷必須修正消除。
三、管道安裝
(1)鋼管切割用乙炔切割,必須將切割表面的熱影響區(qū)除去,其厚度一般不小于0.5mm。
(2)管子切口質(zhì)量應符合下列要求:
a.切口表面應平整,不得有裂紋、重皮、毛剌、凹凸、縮口、熔渣、氧化鐵、鐵屑等應以清除。
b.切口平面和管子軸線的垂直度不超過管子直徑的1%,且不大于2mm。
(3)管線焊接接頭位置應符合下列要求:
a.相鄰兩道焊縫間的距離不小于1.5倍長管道公稱直徑,且不小于150mm。
b. 管線焊接接頭距離支墩凈距離不小于50mm,需要熱處理的焊縫距離支墩不小于300mm。
c.在管線焊縫上不得開孔。
d.管道對接焊縫距離彎管起點不得小于100mm,且不宜小于管子外徑。
e.直縫管的直焊縫應位于易檢修的位置,不宜在底部。
(4)管道組裝前,應對坡口與其內(nèi)外表面用手工或機械進行清理,清除管道邊緣100mm范圍內(nèi)的泥垢、油、漆、銹、毛剌等,收工前應將正安裝的管子兩端加臨時盲板。
(5)管子對接錯邊量±2mm,間隙留2.5~3mm。
管道焊接
(1)所有參加管道焊接的焊工必須持證上崗,施焊范圍必須與本人資格考試所取得的資格范圍一致,且施焊前要進行專項培訓學習,通過試焊檢驗合格的焊工方可上崗施焊。
(2)管道焊接嚴格按已審批的焊接工藝規(guī)程進行施焊。
(3)管道焊接采用手工氬弧焊打底,手工電弧焊填充蓋面。
(4)電焊條藥皮應無脫落和顯著裂紋,并應在350~400℃烘干處理后,于100~50℃保溫下施焊,焊條烘干不得超過二次。焊絲使用前應清除其表面的油污,金屬銹等。
(5)為防止焊接出現(xiàn)裂紋與減少內(nèi)應力,不得強行對口。
(6)管道焊接采用多層焊接,施焊時層間溶渣應清除干凈,并進行外觀檢查,合格后方可進行下一層焊接。
(7)每個焊口必須一次連續(xù)焊完,焊道層間間隙時間與溫度應符合審定的焊接工藝規(guī)程的要求。
(8)相鄰層間焊道的起點位置應錯開20~30mm,焊接引弧應在坡口內(nèi)進行,嚴禁在管壁上引弧。
(9)焊縫完成后應清除焊縫表面的藥皮、熔渣和飛濺物。并打上永久性焊工代號標記,代號應位于焊縫下游,距焊縫50mm。
(10)不合格的焊口必須進行返修,用角向砂輪機切磨傷處,重新施焊,施焊長度不得小于50mm。當焊縫缺陷總長度超過焊縫總長30%,裂紋長度大于焊縫總長8%,或裂縫間距小于200mm時,當同一部位返修超過二次時,應切除焊口重新組對焊施。
(11)雨天或風速超過8m/s的環(huán)境,必須采取搭防風雨棚等有效防護措施,否則不得施焊。
(12)為了方便施工每個焊口處要設置作業(yè)坑道,滿足不同角度焊接保溫要求。
焊縫質(zhì)量檢查
1)管道焊接表面質(zhì)量應符合下列要求:
① 焊縫焊完后。應清除熔渣和氧化層。焊縫表面不得有裂紋、未熔合,根部未焊透等缺陷。
② 咬邊深度不得大于0.5mm,在任何一段連續(xù)為300mm長焊縫中不得大于50mm。
③ 焊縫表面不得有局部集氣孔,單個氣孔和夾渣。
④ 焊縫余高1~2mm,最大不得大于3mm,仰焊部位不得大于5mm。
⑤ 焊后錯邊量不應大于0.15倍壁厚,局部不得大于2mm,錯邊量應均勻分布在管子的整個圓周上,根部焊道焊接后,不得校正錯邊量。
⑥ 焊縫寬度比坡口寬3~3.5mm。
2)無損探傷檢查必須由取得II級或II級以上XX書的檢測人員承擔,評片應由
取得I級XX收的檢測人員承擔。
3)焊縫在強度試驗和嚴密性試驗之前均須作外觀檢查和無損探傷檢查,并在外觀檢查合格后方可進行無損探傷,不合格不得進行無損探傷檢查。
4)凡超聲波和X射線照相檢查的焊口應是焊口的整個圓周。
5)將所有環(huán)焊縫、彎頭、三通位置記錄準確無誤,作為交工和投產(chǎn)后檢測的原始數(shù)據(jù)資料。
防腐補口
(1)現(xiàn)場補口是保證管道長期安全運行,防止腐蝕危害的重要環(huán)節(jié),補口施工與環(huán)焊縫焊接同樣重要,施工人員應進行專門培訓,并佩帶證書上崗操作。
(2)補口前,清理焊渣,清除鐵銹污物。
(3)補口采用高密度聚乙烯套袖,其厚度不低于高密度聚乙烯外套管厚度。高密度聚乙烯套袖與外套管的搭接寬度應不小于100㎜,周向搭接寬度應不小于80㎜。
(4)用電阻熱熔焊焊接聚乙烯外殼,并在上方兩側(cè)開φ30~50孔兩個,用聚乙烯密封帶纏繞套袖,用噴燈噴烤密封帶,以保證外殼密封.。
(5)向空腔內(nèi)灌注聚氨脂料漿進行發(fā)泡,發(fā)泡完畢,焊住小孔。
管道試壓
(1)試壓參數(shù)
循環(huán)水系統(tǒng)試驗壓力為2.4MPa,試驗介質(zhì)為水。
(2)試壓準備
a.試壓應在管道安裝完畢且經(jīng)驗收合格后進行。
b.循環(huán)水管道系統(tǒng)試壓前,應將所有敞口用悶頭臨時封閉。在系統(tǒng)最高點安裝臨時放氣閥,灌水時,通過人孔上的放氣閥和系統(tǒng)最高點的臨時放氣閥排氣。
c.循環(huán)水泵不參加試驗,試壓前應安裝盲板與系統(tǒng)隔離開。
d.安全閥試驗前應拆除或加裝盲板與系統(tǒng)隔離。
e.加裝盲板部位應有明顯的標記和記錄,以便試驗完畢后,無遺漏的拆除盲板,恢復系統(tǒng)。
f.試驗用壓力表已校驗,壓力表精度等級不低于1.5級,表的滿刻度值為最大被測壓力的1.5∽2倍,壓力表不少于2塊。
g.壓力表安裝位置:一塊安裝在系統(tǒng)最低點,一塊安裝在系統(tǒng)最高處。最低點最大試驗壓力不準超過1.6MPa。
h.管道試壓前焊口不得油漆,以便對管道進行外觀檢查。
(3)管道試壓方法
a.試驗壓力為工作壓力的1.5倍。
b.水壓試驗應用清潔的水做介質(zhì)。向管內(nèi)灌水時,應打開管道各高處的排氣閥,待水灌滿后,關閉排氣閥和進水閥,用手動或電動試壓泵進行加壓,壓力應逐步升高,加壓至一定數(shù)值時。應停下來對管道進行檢查,無問題后再繼續(xù)加壓,一般分2~3次升至試驗壓力。
當達到試驗壓力時停止加壓,保持5分鐘,在保持時間內(nèi),如管道無異常現(xiàn)象,壓力下降不超過0.02MPa,即為強度試驗合格。然后將壓力降至工作壓力進行嚴密性試驗,在工作壓力下對管道進行全面檢查,如壓力沒有下降,管道焊縫與法蘭、絲口連接處沒有發(fā)現(xiàn)滲漏現(xiàn)象,即可認為試驗合格。
c.水壓試驗合格后,進行水壓試驗合格簽證。
(4)水壓試驗注意事項
a.試驗時,壓力應逐漸升高,達到試驗壓力時停止升壓。
b.降壓排水,放空排水時,要將水排入排水系統(tǒng),不得隨地排放。
安全措施與文明施工
(1)進入施工現(xiàn)場必須戴好安全帽,工作人員或新上崗工人必須經(jīng)安全部門安全教育后才能參加施工。
(2)配合焊接人員,必須戴好防護眼睛和手套以免眼睛刺光或燙傷手指。
(3)不允許穿背心、短褲、拖鞋與高跟鞋進入現(xiàn)場工作。
(4)鋪設腳手板必須平整穩(wěn)固,不準有探頭板和空頭板,腳手板必須扎牢。施工前應對腳手架腳手板詳細檢查,發(fā)現(xiàn)不安全處及時處理。
(5)與施工無關的設備、機械,任何閥門、電氣開關不得亂開、亂動,以免造成設備事故。
(6)帶電機械的插座、閘刀、電線要完好無損并經(jīng)常檢查,接線由電工來完成,其它人員不得亂拉亂接,并使用漏電保護器。
(7)施工現(xiàn)場堆料要整齊,保證施工道路暢通,重要路段做好圍擋防護。施工完畢做到工完、料盡、場地清(剩余材料及時入庫)。
(8)施工現(xiàn)場嚴禁煙火。要有良好的通風條件和可靠的安全防范措施,以防中毒、火災的發(fā)生。
(9)電焊機必須可靠接地,以防電焊機外殼帶電傷人。
后續(xù)保障
循環(huán)水管道的長時間使用會造成水垢附著、腐蝕、微生物等現(xiàn)象發(fā)生,傳統(tǒng)除垢藥劑不但需要經(jīng)常添加,造成一定的經(jīng)濟壓力,并且功能單一,需要混加使用,這也會對水質(zhì)產(chǎn)生影響。而采用了物理除垢方式的掃頻電子除垢儀,其原身是德國的掃頻除垢設備,在我國相關行業(yè)的不懈研究中已經(jīng)進化為第五代高科技產(chǎn)品,其不停產(chǎn)易安裝、耗能低壽命長、無需添加任何藥劑、不改變?nèi)魏嗡|(zhì)等特點已經(jīng)受到了眾多企業(yè)和工廠的青睞,在經(jīng)濟方面,投入藥劑一年的費用與購買設備的費用相當,也就是說,僅需一年便可收回設備的全部成本。
相關資訊




同類文章排行
- 換熱站設備結垢的原因以及防垢除垢的方法
- 冷卻循環(huán)水的零排放究竟有多么重要?
- 超聲波除垢設備原理(磁震式)防垢除垢裝置
- 換熱站的除垢和清洗維護
- 換熱站設備結垢的原因和類型
- 凝汽器真空低的原因分析及防范措施
- 供暖系統(tǒng)中板式換熱器的清洗
- 注水管道的腐蝕結垢和除垢
- 原油運輸管道結垢原因及解決方法
- 循環(huán)水管道施工質(zhì)量規(guī)范
最新資訊文章
- 換熱站設備結垢的原因以及防垢除垢的方法
- 金邦博專利證書(7)
- 金邦博專利證書(6)
- 金邦博專利證書(5)
- 金邦博專利證書(4)
- 金邦博專利證書(3)
- 金邦博專利證書(2)
- 金邦博高新技術企業(yè)認證
- 金邦博專利證書(1)
- 金邦博“零排放”系統(tǒng)的優(yōu)勢
您的瀏覽歷史
